Capabilities
Casting Services
Three casting processes under one ISO 9001 and IATF 16949 certified program. Pick the process that fits your part geometry, annual volume, and budget, and we will quote it on landed cost.

One certified program
Three casting processes, one quality system.
Most shops run a single process. We quote across die, sand, and investment casting, then recommend the one that actually fits your geometry, volume, and budget, all under one ISO 9001 and IATF 16949 program.
- Process recommendation based on your part, not our equipment
- Quoted on landed cost, freight and duties included
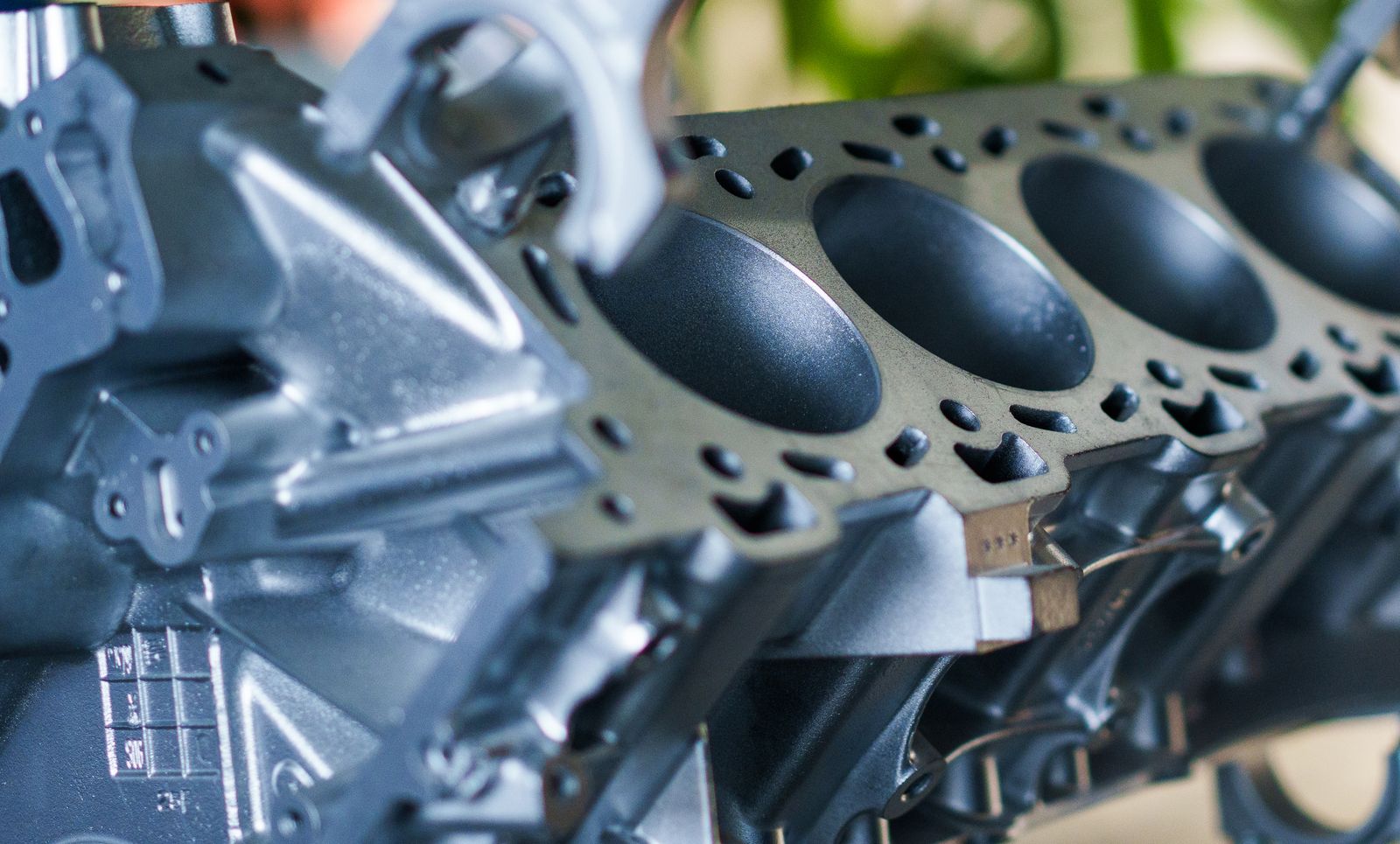
What we produce
Choose a casting process

Die Casting
High-pressure aluminum and zinc casting for high-volume, thin-wall parts that need tight repeatability.
View capability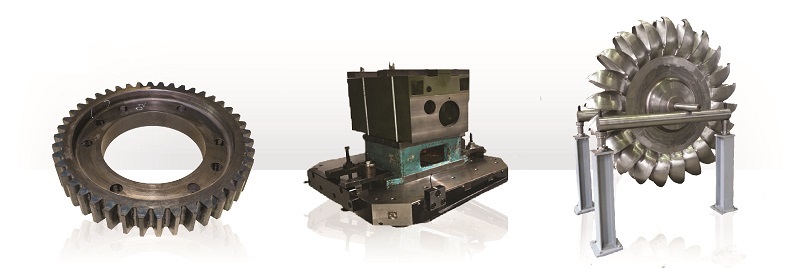
Sand Casting
Larger structural castings and lower-volume runs where tooling cost matters more than cycle time.
View capability
Investment Casting
Fine surface finish and tight tolerances for intricate parts that would be costly to machine from billet.
View capability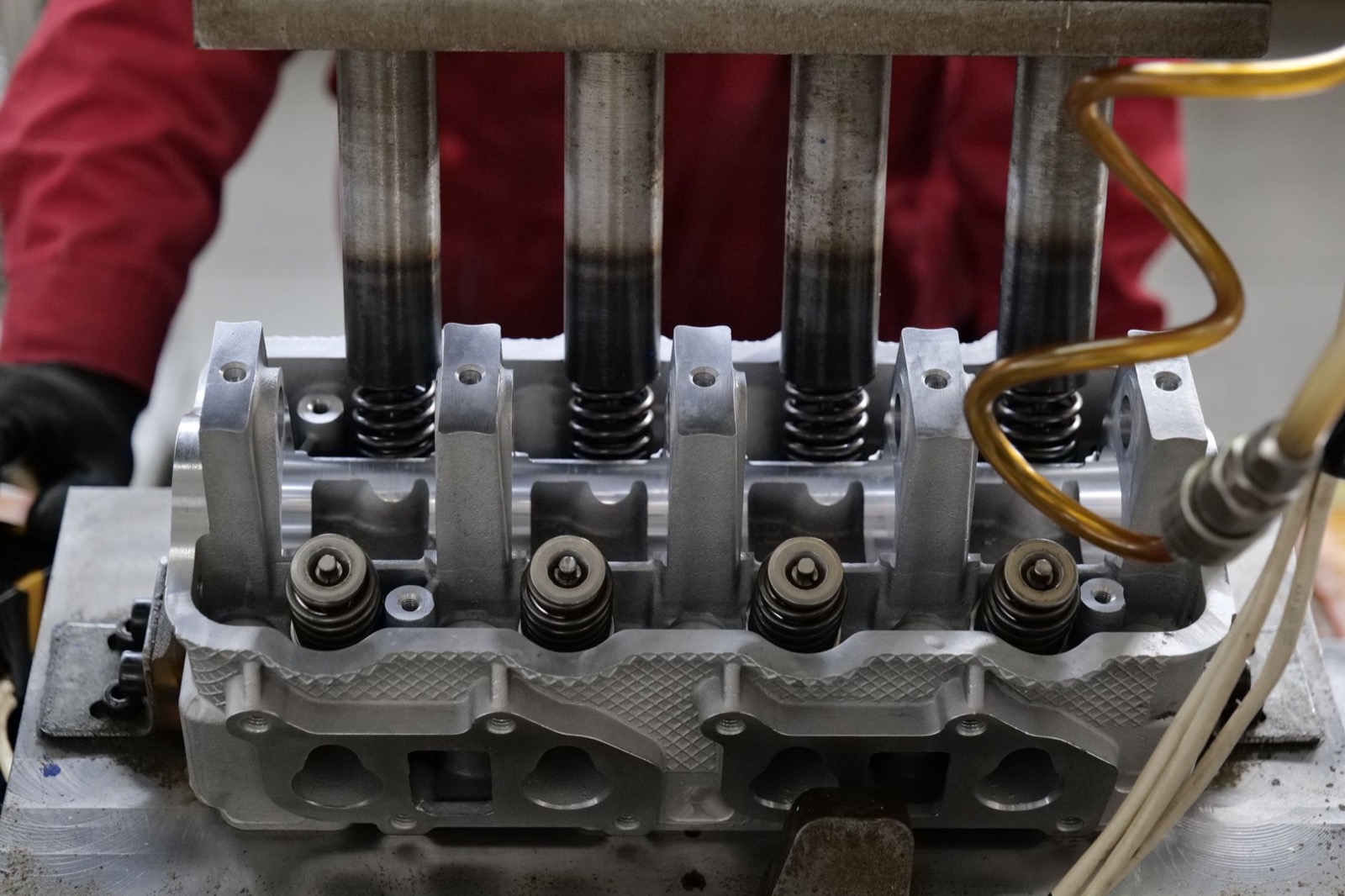
Die Casting
High volume. Thin walls. Tight repeatability.
High-pressure, low-pressure, and gravity die casting in aluminum and zinc. High-pressure carries thin-wall, high-volume parts where cycle time and repeatability lead. Low-pressure suits thicker walls and pressure-tight structural parts. Gravity covers lower-volume runs and heavier parts at lower tooling cost.
- Alloys: aluminum A380, ADC12, A383. Zinc Zamak 3, 5, 7.
- Part weight: 50 grams to 25 kilograms standard.
- Tolerance: ±0.005 inch as-cast. ±0.002 inch with secondary CNC.
- Volume: from 500 units per cycle in aluminum, 1,000 in zinc.
- Lead time: 4-8 weeks from approved tooling. Tooling in 4-6 weeks.
- Finishes: as-cast, anodized, powder coated, chromate conversion, plated in zinc, nickel, or chrome, polished.
- Choose it when: your part has thin walls, your annual volume justifies hardened steel tooling, and unit-to-unit repeatability is the spec that matters.
Sand Casting
The largest parts. The widest ferrous range. The lowest tooling spend.
Green-sand and no-bake sand casting in gray iron, ductile iron, carbon and stainless steel, aluminum, and bronze. The widest ferrous range Redstone runs. The fit for large and heavy parts, complex internal geometry, and mid-volume runs where low pattern cost makes high-pressure tooling spend unjustified. Parts too large for die or investment casting land here. Both molding methods run under the same ISO 9001 and IATF 16949 program, with no-bake holding tighter as-cast dimensions when the drawing demands it.
- Materials: gray iron, ductile iron, carbon steel, stainless steel, aluminum, bronze.
- Part size: up to 3,000 mm largest dimension, up to 7,000 kg per piece.
- Tolerance: CT10 to CT13 as-cast per ISO 8062. No-bake runs tighter than green sand.
- Lead time: 6-10 weeks from approved pattern. Pattern in 3-5 weeks.
- Finishes: as-cast and shot blasted, primed and painted, powder coated.
- Secondary CNC in-line for bores, sealing faces, and mounting interfaces.
- Choose it when: your part is measured in hundreds of millimeters or thousands of kilograms, your volume sits in the hundreds to low thousands per year, and pattern cost beats die cost on the program math.

Investment Casting
Fine detail, near-net shape, minimal secondary machining.
Lost-wax investment casting in stainless steel, low-alloy steel, cobalt, and nickel-copper. The widest cast-alloy range Redstone runs. Each part is cast from a ceramic shell built around a wax pattern, which is what buys the fine detail, thin walls, and near-net-shape output that minimize secondary machining. The fit for corrosion-resistant, heat-resistant, and high-strength parts that would be hard or costly to machine from bar or to die cast.
- Materials: stainless steel, low-alloy steel, cobalt, nickel-copper alloys.
- Part size: 10 grams to 140 kilograms.
- Tolerance: ±0.005 inch as-cast, CT5 to CT7 linear grades. Tighter with secondary CNC.
- Surface finish: approximately 125 Ra as-cast.
- Volume: from 500 units per cycle. Lead time 4-8 weeks from approved tooling.
- Finishes: as-cast, shot blasted, passivated, electropolished, powder coated, plated, machined surfaces to drawing.
- Choose it when: the geometry is too intricate or the alloy too hard for economical machining, the surface finish matters straight out of the mold, and near-net shape saves you a machining operation per part.
Process selection
Which process fits your part
Geometry and volume pick the process. Budget confirms it. Here is how the three compare.
| Attribute | Die Casting | Sand Casting | Investment Casting |
|---|---|---|---|
| Best at | Thin walls, tight repeatability at volume | Largest parts, complex internal geometry | Fine detail, near-net shape in hard alloys |
| Materials | Aluminum, zinc | Irons, steels, aluminum, bronze | Stainless, low-alloy steel, cobalt, nickel-copper |
| Part size | 50 g to 25 kg | Up to 3,000 mm / 7,000 kg | 10 g to 140 kg |
| As-cast tolerance | ±0.005 in | CT10-CT13 | ±0.005 in, CT5-CT7 |
| Tooling cost | Highest, hardened steel dies | Lowest, patterns | Between the two, wax tooling |
| Volume fit | High volume, from 500-1,000 units per cycle | Mid volume, low pattern cost | Low to mid volume, from 500 units per cycle |
| Lead time | 4-8 weeks | 6-10 weeks | 4-8 weeks |
Not sure which fits? Send the part. We quote across all three and recommend on landed cost.
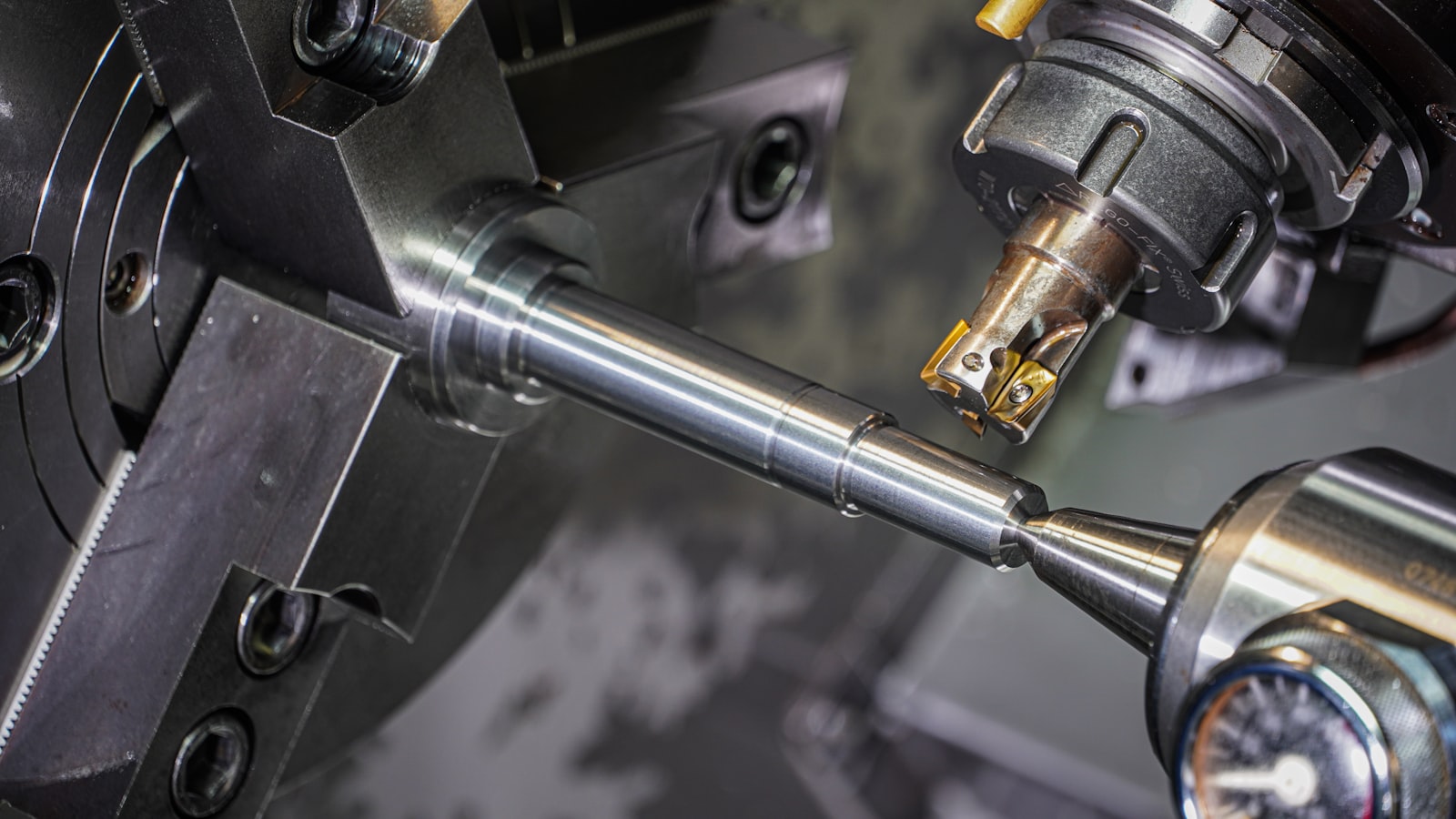
Start My Part →Production proof
From melt to measured part.
Casting, machining, and inspection run as one managed flow, so the part that ships is the part on the print.


Quality you can audit
Every casting program ships with its paperwork.
First-article inspection, dimensional reports, and a Certificate of Conformance with every shipment. The documentation a customer quality audit expects is already in the box.
Ready to quote a casting program?
Send the part geometry and annual volume. You get a process recommendation, a landed-cost quote, and a lead time back, typically 4 to 10 weeks depending on process.
- ISO 9001 and IATF 16949 certified facilities
- Quoted on landed cost, not unit price alone