Denser aluminum. Documented to ISO 9001.
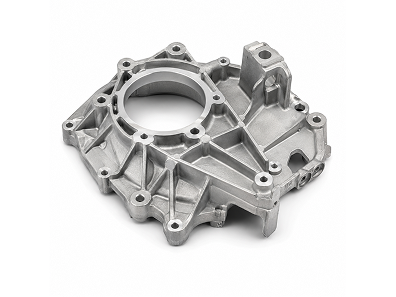
Aluminum castings produced via low-pressure fill benefit from reduced turbulence during mold entry. The controlled, bottom-up fill through a riser tube minimizes oxide inclusions and produces a denser, more uniform grain structure than gravity die casting. Every program runs to ISO 9001, with dimensional inspection and a Certificate of Conformance on every shipment.
- ISO 9001 and IATF 16949 certified facilities
- Controlled fill reduces oxide inclusions in aluminum
- Denser, more uniform grain structure versus gravity casting
- Certificate of Conformance with every shipment