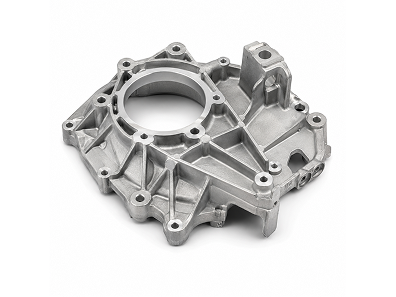
Fine surface. Tight dimensions. Documented to ISO 9001.
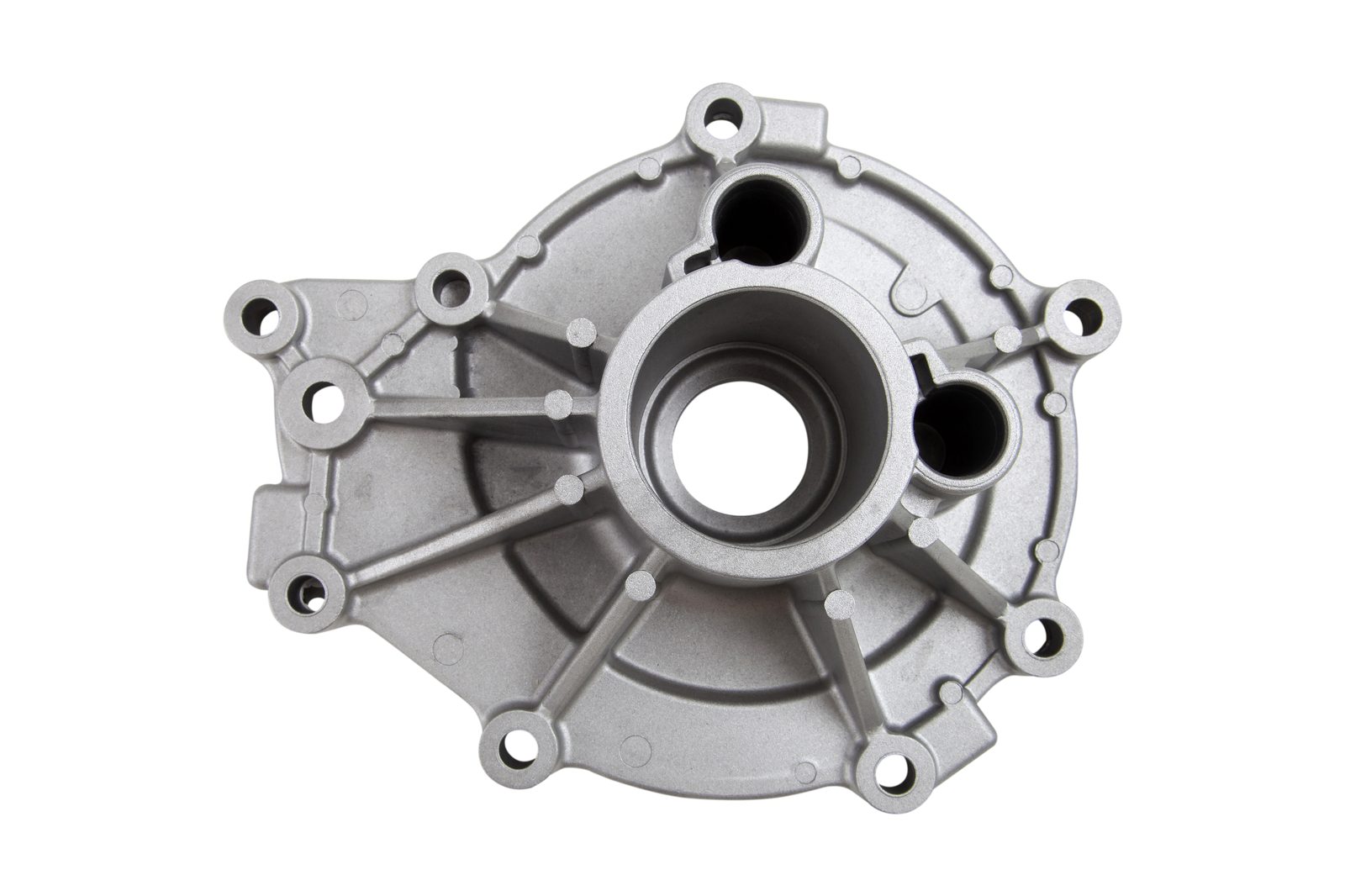
Zinc's low melting point and excellent flow characteristics make it well suited to thin-wall, high-detail casting. Low-pressure fill applies controlled pressure through a riser tube to minimize oxide formation and produce surfaces and wall sections that hold dimensional consistency across a production run. Every program runs to ISO 9001 with dimensional inspection and a Certificate of Conformance on every shipment.
- ISO 9001 and IATF 16949 certified foundries
- Controlled fill for consistent surface and thin-wall definition
- Dimensional inspection on every production program
- Certificate of Conformance with every shipment